




Forma na mriežku
Čo je to Grille Mold
Forma na mriežky je vstrekovací nástroj na výrobu plastových mriežok. Vyrába sa na mieru podľa vlastností produktu a požiadaviek zákazníka na výrobu výliskov. Mriežka na aute zabezpečuje vetranie motorového priestoru, čo umožňuje prúdenie vzduchu a chladenie motora. Môže pomôcť zlepšiť aerodynamiku nasmerovaním prúdenia vzduchu okolo auta, znížením odporu a zvýšením spotreby paliva. Mriežka môže slúžiť aj ako dizajnový prvok, dodáva autu osobitý vzhľad a pomáha ho odlíšiť od ostatných modelov. Nakoniec môže mriežka poskytnúť ochranu chladiča a iných komponentov motora, čím zabráni poškodeniu nečistôt a iných predmetov.
Prednosti Grille Mold
Vlastnosti
Vysoká presnosť a tesné tolerancie sú nevyhnutné na zabezpečenie toho, aby mriežka spĺňala požadované estetické a funkčné štandardy.
Formy sa často vyrábajú z vysokokvalitných nástrojových ocelí, aby odolali vysokým tlakom a teplotám procesu vstrekovania.
Odvzdušňovacie systémy sú zabudované do formy, aby umožnili únik vzduchu a plynov počas procesu vstrekovania, čím sa zabráni defektom, ako sú vzduchové pasce a popáleniny.
Dizajn foriem
Dizajn formy pre formy na mriežku automobilov zahŕňa starostlivé zváženie geometrie dielu, toku materiálu, chladenia a vyhadzovania.
Dizajnéri foriem používajú softvér CAD (Computer-Aided Design) na vytváranie podrobných 3D modelov komponentov foriem a simuláciu procesu vstrekovania.
Umiestnenia brán sú strategicky umiestnené, aby sa zabezpečil rovnomerný tok materiálu a minimalizoval sa výskyt značiek brán na hotovom diele.
Uhly ťahu a vzory textúr sa aplikujú na povrchy formy, aby sa uľahčilo uvoľnenie dielu a dosiahla sa požadovaná povrchová úprava.
Akcie s plesňami
Vstrekovacie stroje používajú hydraulické alebo elektrické pohony na otváranie a zatváranie formy, vstrekovanie roztaveného plastového materiálu a vysúvanie hotového dielu.
Forma môže obsahovať posúvače, zdvíhadlá alebo skladateľné jadrá na vytvorenie podrezania alebo zložitých prvkov, ktoré nemožno vytvoriť pomocou jednoduchej dvojdielnej formy.


prečo si vybrať nás
Jednorazové riešenie
S bohatými skúsenosťami v odvetví výroby foriem poskytujeme komplexné služby od návrhu produktu, výroby foriem až po konečnú výrobu.
Efektivita nákladov
Snažíme sa poskytovať konkurencieschopnú cenu bez kompromisov v oblasti kvality, čím vám ponúkame hodnotu za vašu investíciu.
Inovácia
Náš tím je neustále informovaný o najnovších technológiách a technikách výroby foriem, čo nám umožňuje poskytovať inovatívne riešenia, ktoré zlepšia vaše procesy výroby foriem.
V čase dodania
Chápeme dôležitosť dodržiavania termínov. Naše efektívne procesy nám umožňujú dodať vašu formu včas, pričom dodržíme váš plán výroby.

Mriežky majú v automobiloch zvyčajne tri polohy:
● A: Mriežka nasávania vzduchu (mriežka chladiča)
● B: Mriežka nárazníka
● C: Vyrovnávacia mriežka
Okrem krásy prednej masky má najväčšiu úlohu nasávanie vzduchu a zníženie odporu vzduchu. Čím väčší je vplyv prednej mriežky na odpor motorového priestoru, odpor motorového priestoru tvorí asi 10 % celkového odporu, aktívne zatváranie mriežky prispieva k zníženiu odporu v motorovom priestore.A a B sú vonkajšie diely ktoré sú spoločné pre všetky modely áut, preto sa na ne zameriame. C je funkčný diel, ktorý používatelia bežne v interiéri auta nevidia a nie všetky značky áut takéto produkty majú.
Automobilová mriežka je vonkajšia časť a má požiadavky na odolnosť voči poveternostným vplyvom.
Povrchová úprava mriežky prívodu vzduchu je zvyčajne leštená do vysokého lesku, pieskovanie, lakovanie, galvanické pokovovanie a materiály sú zvyčajne PP, ABS, ASA atď.
Mriežka je exteriérový diel s vysokými požiadavkami na kvalitu povrchu. Kvôli obmedzenej štruktúre produktu je ťažké odstrániť stopy po fúzii. Ako kontrolovať polohu fúznych značiek je pre tieto produkty veľmi dôležitý problém.


Mriežky je možné rozdeliť na nepravidelné mriežky a štvorcové mriežky podľa tvaru pletiva. Problém fúznych značiek je výraznejší pri mriežkach so štvorcovými otvormi, ale je jednoduchšie vyriešiť tieto problémy z hľadiska konštrukcie formy.
Mriežka sa zvyčajne líši v dvoch smeroch, jeden pre hlavné teleso a druhý pre sekundárne vystuženie. Prítomnosť fúznych značiek v hlavnom smere je problémom, takže fúzne značky by mali byť. Značky fúzie sú umiestnené v sekundárnej polohe.
Deliaca čiara mriežky je zložitá a deliacu plochu je potrebné navrhnúť podľa určitého pravidla, nie ľubovoľne, aby sa predišlo problémom s formou. Sklon uvoľnenia pri mriežke produktu zvyčajne nie je veľký, . Preto by mal byť dizajn kontrolovaný vzhľadom na požiadavky na povrchovú úpravu. Ak má výrobok polohu rebier v prednej a zadnej forme, je potrebné skontrolovať sklon uvoľnenia prednej a zadnej formy, ktorý je zvyčajne väčší ako zadná forma, aby sa zabránilo tomu, že výrobok zostane v prednej forme.
Požiadavky na CNC obrábanie pre automobilové mriežkové formy
Fraktálny povrch a piercingové jazýčky pokiaľ možno neotáčajte uhlové cnc obrábanie (pozor na opotrebovanie nástroja, zvoľte dlhšiu životnosť nástroja cnc obrábanie), strmé rovné penetračné plochy a iné musia otočiť uhol cnc obrábanie by malo byť najprv frézovaním čelnou frézou časť referenčnej hodnoty pred otočením uhla na zarovnanie.
Oblasť vzoru iskry nemôže zapáliť nôž (venujte zvláštnu pozornosť jemným častiam ovládania dráhy nástroja), musí zabezpečiť, aby okraj 0.2 mm a dráha nástroja bola hladká, nie priamo rovná výške sledovať priamo výbojové obrábanie.
Pred dokončením venujte pozornosť konvexnej a konkávnej hrane matrice a poloha otvoru vodiaceho stĺpika je konzistentná a potom skontrolujte referenčnú hodnotu.
3 + 2 Osové alebo 5-osové CNC obrábacie stroje dokončovacie nástroj a stopka nástroja sú zvolené čo najkratšie, aby sa znížila chyba hlavy. Počet otočení deliacej plochy by mal byť tiež čo najmenší.
Zodpovedajúce konkávnym komponentom formy na deliacom povrchu bez ohraničenia by mali byť ponechané 0 okraj 0,03 mm.
Dutina formy triedy mriežky je zložitejšia, odporúča sa, aby prvých 16r0.8 alebo 8R1 celkovo 0.15MM mala rovnakú výšku!
D16R0.8 parametre rezu: rýchlosť 2000, posuv 3000, hĺbka rezu 0,3MM
Parametre rezu D8R1: otáčky 4000, posuv 3000.
D4R0.5 nástroj na opustenie 0.15MM okraja s čistým uhlom cnc obrábania.
D4R0.5 parametre rezu: rýchlosť 6000, posuv 2000, hĺbka rezu 0,12MM
Maximálne upnutie 28MM, maximálne efektívne 16MM
Nástroj D3R1.5 na ponechanie okraja 0.15MM s čistým uhlom spracovania
Parametre rezu D3R1.5: rýchlosť 10000, posuv 2000, hĺbka rezu 0,12MM
Maximálne upnutie 28MM, maximálne efektívne 10MM
8r4 celkovo 0, okraj 0,08 mm 3D ofsetové dokončovanie! Formovanie oddelené, žiadne rozhranie spolu, bežce utesnené!
Parametre rezu D8R4: rýchlosť 9000, posuv 3500, hĺbka rezu 0,5MM
Nástroj D4R2 ponecháva okraj 0 0,08 mm s čistým uhlom dokončovacieho spracovania dráhy nástroja, lokálnym uhlom V a iným uhlom s vysokým rozlíšením.
Parametre rezu D4R2: rýchlosť 9000, posuv 2200, hĺbka rezu 0,15MM (maximálne upnutie 28MM, maximálne efektívne 12MM)
Nástroj D2R1 na ponechanie okraja 0 0,08 mm s čistým uhlom dokončovacieho spracovania dráhy nástroja, lokálnym uhlom V a iným uhlom s vysokým rozlíšením.
Parametre rezu D2R1: rýchlosť 12000, posuv 1700, hĺbka rezu 0,08MM (maximálne upnutie 28MM, maximálne efektívne 8MM)
Delenie povrchu úst a neohraničené miesto, rozpis všetky spracovanie von!Ak chcete mať test na zabezpečenie veľkosti!
Stredná veľká porucha s nástrojom R2 opracovanie, frézovanie nie je na mieste, kde je uhol kyvadla kĺbu.
Príliš dlhá dráha nožov od seba, skúste si vybrať pri formovaní!
Obvod deliacej plochy a úprava tvarovania!
Vyberte dokončovanie nástroja D8R4 alebo D4R2
Celkovo čistý roh, trieda penetrácie deliacej plochy ostrý uhol minimálne frézovanie na r{{0}}.5, frézovanie na podmienky r0.25!
Na výsledný tvar nezabudnite, izometrická doska, dierka na kolík platforme zapálite nôž. Ak existuje miera presného polohovania opotrebiteľnej dosky, nezabudnite potiahnuť!
V procese existujúcej vstrekovacej formy od výstupu dýzy vstrekovacieho stroja cez bežec k bráne v dôsledku zníženia teploty časť plastu stuhne, čo spôsobí plytvanie surovinami a bežec sa dá ľahko zablokované.
Teraz je na trhu forma s horúcim žľabom, ktorá dokáže udržiavať teplotu v žľabe v správnom rozsahu, aby sa zabránilo tuhnutiu plastov. Forma horúceho vtoku obsahuje hlavne vstrekovaciu dýzu, dýzu, deliacu dosku a skrinku na reguláciu teploty, ktorá sa používa na reguláciu teploty horúceho vtoku. K riadiacej skrini teploty je pripojených viacero sád vedení na prenos energie, ktoré poskytujú energiu na zmiernenie teploty horúceho kanála. Aby sa predišlo poškodeniu napájacieho obvodu spôsobeného formou s vyššou teplotou, zvyčajne sa poskytuje ochranný plášť a napájací obvod prechádza ochranným plášťom a ochranný plášť je pripevnený k forme.
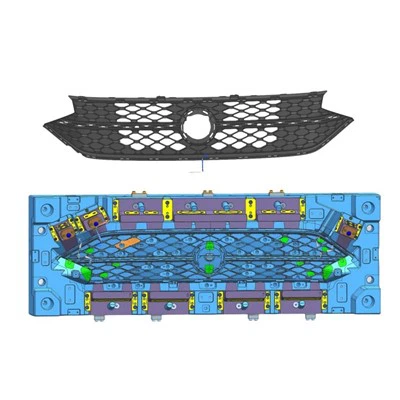
Štruktúra automobilovej mriežky
Celkový rozmer automobilovej mriežky je 1520 mm × 475 mm × 290 mm, pri lisovaní nie sú povolené žiadne škvrny, stopa brány, zmršťovacia priehlbina, zvarová línia, záblesk a iné chyby. Mriežka je usporiadaná do blokov. Pevnosť spojovacích tyčí medzi mriežkami je slabá. Mriežkové tyče sú malé, početné a hlboké, až do hĺbky 52 mm. Je ťažké naplniť. Okrem toho existuje veľa obrátok mriežky a mechanizmus vyberania z formy a mechanizmus vyhadzovania sú pri navrhovaní formy husté.

Dizajn formy pre automobilovú mriežku
Návrh vrátového systému. Automobilová mriežka je druh exteriérovej časti s vysokými požiadavkami na kvalitu povrchu. Kvôli svojim konštrukčným obmedzeniam, ako je veľa mriežok a slabá tekutosť plnenia taveniny, je dôležité efektívne kontrolovať polohu zvarových línií prostredníctvom konštrukcie vtokového systému.
Aby značka zvaru nebola na vzhľadovom povrchu plastového dielu, je brána osadená na strane rovného tlačného bloku, čo zvyšuje náročnosť konštrukcie vysúvacieho systému. Konštrukcia vyhadzovacieho mechanizmu ovplyvňuje kvalitu lisovania plastových dielov. Ak návrh nie je primeraný, povedie to k deformácii deformácie, prasklinám, stopám po tyči a iným chybám lisovaných plastových dielov.
Dizajn chladiaceho systému.Veľký pokles výšky plastových dielov, malé, veľa a hlboké rebrá a vysoké požiadavky na presnosť vedú k zložitej štruktúre formy. Ako efektívne kontrolovať deformáciu plastových dielov cez chladiaci systém je tiež kľúčovým bodom pri návrhu formy.
Proces spracovania formy
Injekcia
Roztavený plast vstupuje do dutiny formy cez horúci kanál; Tavenina vstupuje do spoločného kanála cez horúci kanál a potom vstupuje do dutiny formy cez bočný uzáver; Tavenina vstupuje do žľabu v priamom tlačnom bloku spodnej formy z hornej formy cez horúci žľab, potom vstupuje do žľabu v priamom tlačnom bloku spodnej formy z bočnej brány a potom vstupuje do dutiny formy zo strany. brána. Po naplnení dutiny sa tavenina udržiava pod tlakom, ochladí a stuhne.
Otvorte formu
Pôsobením vstrekovacieho stroja forma opúšťa spodnú formu od deliacej plochy.
Zoberte plastový kus
Dusíková pružina a piestna tyč hydraulického valca priamo poháňajú sekundárnu tlačnú dosku a primárna tlačná doska sa pohybuje o 80 mm cez zámok formy, aby vytlačila kondenzát v bočnom kanáli na priamom tlačnom bloku z deliacej plochy. Kondenzát v bočnom kanáli na priamom tlačnom bloku piestu hydraulického valca vytláča deliacu plochu. Piestna tyč hydraulického valca sa naďalej vytláča o 50 mm a kondenzát vo vnútornom kanáli priameho tlačného bloku je nútený odformovať. Súčasne sa plastové diely vysunú k sebe a manipulátor diely odoberie.
Zatváranie formy
Mechanizmus sekundárneho vyhadzovania a mechanizmus primárneho vyhadzovania sú zatvorené a čakajú na ďalší cyklus vstrekovania.
Ako fungujú vyhadzovacie tyče na mriežke auta
Niekoľko typov vstrekovacích lisov je vybavených nastaviteľnými vyhadzovacími tyčami, ktoré fungujú v podstate nasledovne: Predpokladajme, že stroj sa otvorí na osem palcov a odliatok sa musí vytlačiť z 1-palcovej dutiny alebo z 1-palcového jadra. Keď sa vykoná pohyb sedem palcov, vyhadzovacia tyč narazí na vyhadzovaciu platňu. Samotná vyhadzovacia tyč je detail 1. Ak sa doska pohybuje smerom k rovine deliacej čiary, vyhadzovacie kolíky zdvihnú odliatok zo zdvihnutých jadier, vtokový kolík bude vyčnievať z dosky držiaka jadra a odliatok bude voľne padať alebo na presun z formy. Povrchové alebo zatláčacie kolíky budú vytlačené z polovice vyhadzovacej formy rovnakým spôsobom ako vtokový kanálik a vyhadzovacie kolíky. Povrchové kolíky tlačia vyhadzovacie dosky spolu s vyhadzovacími kolíkmi späť do lisovacej polohy kontaktom s doskou 19, keď sa forma zatvára.
Vyhadzovacia skriňa môže byť z liatiny, vypálená zo strojnej ocele alebo opracovaná z masívu. Posledný spôsob je dosť nákladný a niekedy nehospodárny, ak je vyhadzovacia skrinka hlboká. Skriňa je opracovaná na sústruhu a neskôr dokončená brúsením povrchu, ktorý prilieha k doske držiaka jadra. Krabica je upevnená štyrmi skrutkami s vnútorným šesťhranom cez voľný vyvŕtaný otvor v nosnej doske jadra do závitových otvorov v doske držiaka jadra. V mnohých prípadoch sú vyhadzovacie platne z ocele valcovanej za studena – doska vyhadzovacieho kolíka je najskôr vyvŕtaná pre všetky otvory. Otvory sú zapustené, aby sa zabezpečilo dierovanie na čapoch vrtných tyčí (očistené pred kalením). Pridržiavacia doska vyhadzovacieho kolíka sa potom pripevní na vylamovaciu stranu vyhadzovacej platne. Dosky môžu byť opracované spolu. V mieste, kde zapadajú do otvoru vyhadzovacej skrinky, by sa mal ponechať dostatočný priestor všade okolo platní.
Záložná doska vložky jadra je v tomto prípade špecifikovaná tak, aby bola vyrobená z legovanej ocele, aby poskytovala odolnosť voči potápaniu jadier v prevádzke. Táto doska je opracovaná a obojstranne brúsená. Všetky otvory pre kolíky sú vyvŕtané s vôľou, s výnimkou vtokových a povrchových kolíkov – tieto by mali byť prekryté. Štyri skrutky s vnútorným šesťhranom prechádzajú cez túto dosku do dosky držiaka jadra. Niektorí čínski výrobcovia foriem na mriežky automobilov sa domnievajú, že je výhodné umiestniť skrutky s vnútorným šesťhranom blízko vložiek, aby sa zabránilo formovaniu uhlíka, ktorý tvoria plyny prítomné vo formovaní, pod vložkami dutín, čím sa zabezpečí čistejšia a pozitívnejšia forma.
Vyvŕtanie otvorov držiaka vložky v doskách držiaka jadra a dutiny musí byť vykonané opatrne; Puzdro vodiaceho kolíka a diera pre kolík vtokového kanála musia byť tiež dôkladne vyvŕtané, pretože protiľahlé jadro a vložky dutiny sú nitridové alebo prispôsobené pred montážou a brúsené pre rovnobežnosť. Puzdrá vodiacich kolíkov sú nalisované v tejto prídržnej doske jadra. Vodiace kolíky sú zalisované v držiaku vložky dutiny a podporných doskách dutiny. Oporná doska dutinovej vložky je vyrobená z legovanej ocele, sústruhom opracovaná rovnako ako jej náprotivok, nosná doska jadrovej vložky.